三維編織復(fù)合材料是利用紡織技術(shù)
,通過編織形成干態(tài)預(yù)成形件
三維編織復(fù)合材料是仿織復(fù)合材料之一
三維編織復(fù)合材料的發(fā)展是因?yàn)閱蜗蚧蚨蛟鰪?qiáng)材料所制得的復(fù)合材料層間剪切強(qiáng)度低
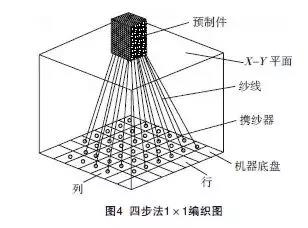
、抗沖擊性能差、不能用作主承力件,L.R.Sanders于1977年把三維編織技術(shù)引入工程應(yīng)用中。所謂3D編織技術(shù)是通過長短纖維在空間按一定的規(guī)律排列,相互交織而獲得的三維無縫合的完整結(jié)構(gòu)
樹脂傳遞模塑法發(fā)展史
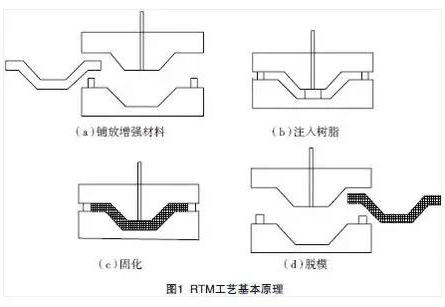
三維編織復(fù)合材料成型工藝主要有樹脂傳遞模塑法(RTM
,Resin Transfer Molding),它是將液態(tài)樹脂注入閉合模具中浸潤增強(qiáng)材料并固化成型的工藝方法,是近年來發(fā)展迅速地適宜多品種、中批量、高質(zhì)量先進(jìn)復(fù)合材料制品生產(chǎn)地成型工藝
RTM技術(shù)起源于20世紀(jì)40年代的“MARCO”方法
1985年前后
國內(nèi)RTM工藝起步于20世紀(jì)80年代末期,受當(dāng)時(shí)國際RTM技術(shù)高速發(fā)展的影響
RTM工藝特點(diǎn)
RTM工藝一個(gè)重要的發(fā)展方向是大型部件的整體成型
RTM以其優(yōu)異的工藝性能
(1)模具制造和材料選擇靈活性強(qiáng)
(2)能夠制造具有良好表面質(zhì)量、高尺寸精度的復(fù)雜部件
,在大型部件的制造方面優(yōu)勢(shì)更為明顯。
(3)易實(shí)現(xiàn)局部增強(qiáng)
、夾芯結(jié)構(gòu);靈活地調(diào)整增強(qiáng)材料的類型、結(jié)構(gòu)設(shè)計(jì),以滿足從民用到航空航天工業(yè)不同性能的要求。
(4)纖維含量最高可達(dá)60%。
(5)RTM成型工藝屬于一種閉模操作工藝
,工作環(huán)境清潔,成型過程苯乙烯排放量小
(6)RTM成型工藝對(duì)原材料體系要求嚴(yán)格
(7)低壓注射
,一般注射壓力<30psi(1psi=68.95Pa),可采用玻璃鋼模具(包括環(huán)氧模具、玻璃鋼表面電鑄鎳模具等),模具設(shè)計(jì)自由度高,模具成本低。
(8)制品孔隙率較低。與預(yù)浸料模壓工藝相比
,RTM工藝無須制備、運(yùn)輸、貯藏冷凍的預(yù)浸料,無須繁雜的手工鋪層和真空袋壓過程,也無須熱處理時(shí)間,操作簡(jiǎn)單。
但是RTM工藝由于在成型階段樹脂和纖維通過浸漬過程實(shí)現(xiàn)賦形
,纖維在模腔中的流動(dòng)、纖維浸漬過程中以及樹脂的固化過程都對(duì)最終產(chǎn)品的性能有很大的影響,因而導(dǎo)致了工藝的復(fù)雜性和不可控性增大。
RTM成型工藝過程
RTM成型工藝是先在模腔內(nèi)預(yù)先鋪放增強(qiáng)材料預(yù)成形體,芯材和預(yù)埋件
,然后在壓力或真空作用力下將樹脂注入閉合模腔,浸潤纖維
纖維預(yù)成形有手工鋪放、手工纖維鋪層加模具熱壓預(yù)成形
、機(jī)械手噴射短切纖維加熱壓預(yù)成形、三維立體編織等多種形式。
在合模和鎖緊模具的過程中
,根據(jù)不同的生產(chǎn)形式,有的鎖模機(jī)構(gòu)安裝在模具上,有的采用外置的合模鎖緊設(shè)備,也可以在鎖緊模具的同時(shí)利用真空輔助來提供鎖緊力,模具抽真空的同時(shí)可以降低樹脂充模產(chǎn)生的內(nèi)壓對(duì)模具變形的影響。
在樹脂注入階段,要求樹脂的粘度盡量不要發(fā)生變化
,以保證樹脂在模腔內(nèi)的均勻流動(dòng)和充分浸漬。在充模過程結(jié)束后,要求模具內(nèi)各部分的樹脂均同步固化,以降低由于固化產(chǎn)生的熱應(yīng)力對(duì)產(chǎn)品變形的影響。
不同類型的RTM生產(chǎn)布局
隨著原材料技術(shù)
第1代RTM工藝通常為常溫固化和外部加熱
第2代RTM工藝的特點(diǎn)是模具自帶加熱系統(tǒng),同時(shí)采用了專門的開合模鎖緊機(jī)構(gòu)
,生產(chǎn)效率可以達(dá)到20~30min。有代表性的是雙工位RTM工藝布局,一個(gè)工位在噴射膠衣、鋪放纖維時(shí),另一個(gè)工位可以進(jìn)行注射
第3代RTM工藝采用的是120℃左右的固化溫度
RTM工藝參數(shù)對(duì)工藝過程的影響
影響RTM工藝的工藝參數(shù)包括樹脂黏度、注射壓力
(1)樹脂黏度。適用于RTM 工藝的樹脂應(yīng)該具有較低的黏度
(2)注射壓力
(3)成型溫度
(4)真空度。在成型過程中使用真空輔助可以有效降低模具的剛度需求
RTM設(shè)備和模具
RTM樹脂注射設(shè)備包括加熱恒溫系統(tǒng)、混合攪拌器
瑞典Aplicator公司制造的RI-2設(shè)備,使RTM 工藝朝高質(zhì)量
Multiflow CMFH型設(shè)備用于制造大型增強(qiáng)材料部件
RTM是在低壓下成型
,模具剛度相對(duì)要求低,可以使用多種材料來制造模具。常用的模具類型有玻璃鋼模具、電鑄鎳模具、鋁模具、鑄鐵模具和鋼模具。
一般而言
,RTM工藝對(duì)模具有如下要求:(1)保持制品的形狀、尺寸精度及上下模具的配合精度
,使制品達(dá)到設(shè)計(jì)的表面精度;(2)具有可靠地夾緊和頂開上下模具的裝置及制品脫模裝置;
(3)足夠的剛度和強(qiáng)度
(4)可被加熱
,并保證在一定的樹脂成型固化溫度下的使用壽命,在使用過程中不發(fā)生開裂和變形;(5)具有合理的注射口、冒口
、流通,保證樹脂充滿模腔,并排除制品中的氣體;(6)具有合適的模腔厚度,使模具對(duì)預(yù)成形體有合適的壓縮量
;(7)上下模具的密封性要好
,對(duì)無真空輔助的工藝,樹脂的漏損率應(yīng)小于1%,對(duì)有真空輔助的工藝,密封應(yīng)保證不漏氣,以免氣體進(jìn)入模腔;(8)以合適的材料和制造成本,滿足成型制品數(shù)量和模具壽命的要求
。
RTM的衍生技術(shù)
RTM技術(shù)的發(fā)展很快
,目前在上述成型的基本過程基礎(chǔ)上,還衍生出一些特殊的RTM 技術(shù)
三維編織復(fù)合材料內(nèi)部紗線在平面和三維空間中交織在一起,形成一個(gè)不分層的
、復(fù)雜的整體結(jié)構(gòu)。因此在編織復(fù)合材料研究之初,主要是通過試驗(yàn)儀器設(shè)備等對(duì)其進(jìn)行試驗(yàn)觀察和研究。20世紀(jì)80年代,國外就有許多學(xué)者開始了有關(guān)三維編織復(fù)合材料的各項(xiàng)試驗(yàn)研究,主要研究了紗線和樹脂的各種參量對(duì)編織復(fù)合材料拉伸,壓縮,彎曲和層間剪切等力學(xué)性能的影響。國內(nèi)的試驗(yàn)研究起步相對(duì)較晚,直到90年代后期才出現(xiàn)報(bào)道。目前已進(jìn)行包括低速?zèng)_擊和高能量碰撞在內(nèi)的各項(xiàng)試驗(yàn)研究。
細(xì)觀結(jié)構(gòu)的幾何模型
由于編織復(fù)合材料的基礎(chǔ)是紡織技術(shù)
進(jìn)入90年代后
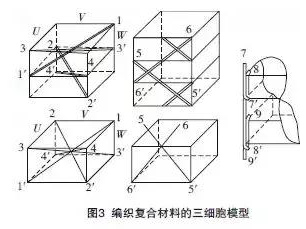
近年來,許多學(xué)者對(duì)矩形編織材料細(xì)觀結(jié)構(gòu)給予了高度的關(guān)注
馮偉和馬文鎖將編織物中連續(xù)的紗線離散開來并用特殊的點(diǎn)符號(hào)表達(dá),用點(diǎn)群和空間群分析現(xiàn)有編織材料幾何結(jié)構(gòu)
,一方面可以合理地對(duì)現(xiàn)有編織材料幾何結(jié)構(gòu)進(jìn)行描述和分類;另一方面也可以將該理論用于推導(dǎo)編織材料幾何結(jié)構(gòu)新的和更為有效的編織方法。張美忠等由于編織復(fù)合材料實(shí)際結(jié)構(gòu)的復(fù)雜性,為了使研究結(jié)果更真實(shí),用現(xiàn)有成熟的有限元軟件仿真三維編織復(fù)合材料,并研究其各項(xiàng)力學(xué)性能已成為一種趨勢(shì)。
Pandey等通過CAD建模技術(shù)來描述三維編織復(fù)合材料的代表性單元體,生動(dòng)而準(zhǔn)確地再現(xiàn)了復(fù)合材料的內(nèi)部復(fù)雜結(jié)構(gòu)
。Sun等提出了數(shù)字單元法,并用該方法模擬了三維矩形編織結(jié)構(gòu)的編制過程,以確切的知道三維編織復(fù)合材料內(nèi)部每根紗線的路徑和預(yù)成型體的微觀結(jié)構(gòu)。借助VC++及SolidWorks軟件的參數(shù)化圖形建模特點(diǎn),建立了能模擬各種編織參數(shù)預(yù)制體孔隙實(shí)體,計(jì)算孔隙體積及其表面積的軟件系統(tǒng)。
力學(xué)行為的理論研究
三維編織復(fù)合材料的力學(xué)模型是以上述細(xì)觀結(jié)構(gòu)的幾何模型為基礎(chǔ)的
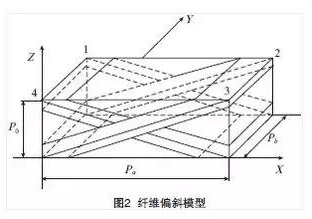
。20世紀(jì)80年代至今,代表性的工作有Ma和Yang等的彈性應(yīng)變能法、Yang和Ma等的纖維傾斜模型
結(jié)束語
三維編織復(fù)合材料已在航空航天等眾多領(lǐng)域得到了廣泛地應(yīng)用
-------------
【延伸閱讀】
復(fù)合材料行業(yè)終極武器|大型高速五軸聯(lián)動(dòng)數(shù)控龍門加工中心
復(fù)合材料在高鐵上留下了哪些秘密機(jī)關(guān) 復(fù)合材料助力美國“天鵝號(hào)”宇宙飛船成功發(fā)射 碳纖維復(fù)合材料的技術(shù)壁壘難道真的難以逾越嗎? 又一藍(lán)海 玻璃纖維是雷達(dá)天線罩行業(yè)應(yīng)用最廣泛的增強(qiáng)材料 復(fù)材應(yīng)用案例|史上最大潮汐輪機(jī)建造復(fù)合材料葉片 復(fù)材應(yīng)用案例|復(fù)合材料甲板減少內(nèi)河船吃水量 減重45% 復(fù)材應(yīng)用案例|玻璃鋼復(fù)合材料助力新加坡5G智慧城市發(fā)展 復(fù)材應(yīng)用案例|玻璃纖維型材助力宇通電動(dòng)巴士減重降耗 提高效率 復(fù)材應(yīng)用案例|福特全順采用玻璃纖維復(fù)合材料縱向板簧比常規(guī)鋼制彈簧減重50% 14米長復(fù)合材料旋翼研制成功 國產(chǎn)重型直升機(jī)裝上中國翅膀 新趨勢(shì) 阻燃復(fù)合材料科普丨有了TA 紀(jì)實(shí)|累并快樂著 劍在手
電話:020-39966201、18026298689 傳真:020-39966209 郵箱:info@frpgd.com
客服QQ:3496371846 微信號(hào):18026298689
Copyright 2002-2014 frpgd.com,Inc.All rights reserved.
備案號(hào):粵ICP備2024354488號(hào)
企業(yè)郵箱

 ,很高興為您服務(wù)" title="歡迎光臨廣東博皓
,很高興為您服務(wù)" title="歡迎光臨廣東博皓